
于我們")
氣霧化制備金屬粉末的研究進(jìn)展及展望
發(fā)布時(shí)間:
2022-08-05
來(lái)源:
天久金屬材料
瀏覽次數(shù):
金屬粉末作為增材制造的關(guān)鍵原材料梯皿,其品質(zhì)很大程度上決定了產(chǎn)品最終質(zhì)量。隨著增材制造技術(shù)的快速發(fā)展及其工藝特殊性,對(duì)金屬粉末的質(zhì)量要求越來(lái)越高诀烫,如球形度高乾巧、流動(dòng)性好尺夺、氣體及雜質(zhì)含量低等要求硅卢。同時(shí)隨著增材制造應(yīng)用領(lǐng)域的不斷擴(kuò)大低飒,需要的金屬粉末種類也越來(lái)越多仁期。目前桑驱,制備金屬粉末的方法主要包括霧化法、機(jī)械粉碎法跛蛋、旋轉(zhuǎn)電極法熬的、電化腐蝕法、還原法等赊级。其中押框,只有氣霧化法(GA)和等離子旋轉(zhuǎn)電極法(PREP)可以直接制得球形粉末,而其他方法需要額外的處理才能獲得近球形粉末理逊。PREP制備的粉末球形度較高橡伞,但是受工藝原理的限制,細(xì)粉收得率較低晋被,主要用于制備送粉增材制造用粉體兑徘。氣霧化制粉技術(shù)所制備的粉末具有球形度高刚盈,流動(dòng)性好,O嘹征、N蓄梯、H含量低等優(yōu)勢(shì),粉末粒度分布可調(diào)控范圍大等優(yōu)點(diǎn)纸靠,已成為生產(chǎn)高性能球形金屬粉末的主要方法游推。
本文綜述了氣霧化制粉技術(shù)的基本原理與特點(diǎn),總結(jié)了近年來(lái)氣霧化制粉用噴嘴結(jié)構(gòu)類型誓读、氣體流場(chǎng)結(jié)構(gòu)與仿真模擬兄诱、粉末質(zhì)量調(diào)控及工藝參數(shù)控制等方面的研究進(jìn)展,并對(duì)氣霧化制粉技術(shù)的發(fā)展前景進(jìn)行了展望昆饲。
1 氣霧化制粉的研究現(xiàn)狀1.1 氣霧化制粉的原理
氣霧化的基本原理是用高速氣流沖擊金屬熔體旧育,通過(guò)碰撞將氣體的動(dòng)能轉(zhuǎn)化為金屬熔體的表面能,使熔融金屬流被擊碎成細(xì)小液滴蝗袄,然后在氣流氛圍中快速冷卻凝固形成粉末路揖。
母合金原料在氣霧化制粉過(guò)程中經(jīng)歷三個(gè)主要過(guò)程:熔化、霧化和凝固贮爹。目前斋射,主流的霧化過(guò)程都是在真空或惰性氣體環(huán)境下進(jìn)行的,以此降低粉末中的氧含量及雜質(zhì)含量但荤,提高粉末的純度罗岖。有研究表明,粉末中的氧基本上是熔煉過(guò)程中帶入的腹躁。所以桑包,不管是在母合金制備還是霧化過(guò)程中都要保持真空或惰性氣體環(huán)境。母合金熔化后被高壓高速氣流(惰性氣體)擊碎分散成小液滴纺非,小液滴在下落過(guò)程中熱量迅速散失哑了,在表面張力的作用下快速凝固為球形粉末。
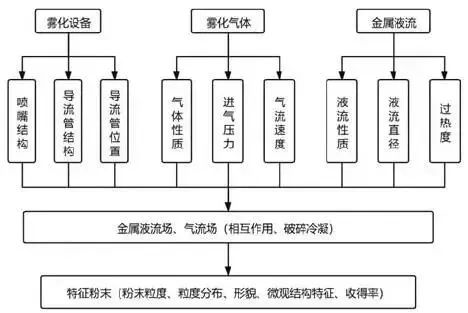
霧化設(shè)備烧颖、霧化氣體和金屬液流的參數(shù)決定了氣霧化過(guò)程的最終效果弱左,如圖1所示。霧化設(shè)備參數(shù)主要指噴嘴結(jié)構(gòu)炕淮、導(dǎo)流管結(jié)構(gòu)及其位置拆火,但是否使用導(dǎo)流管根據(jù)設(shè)備及工況決定;霧化氣體可調(diào)參數(shù)有氣體性質(zhì)、進(jìn)氣壓力涂圆、氣流速度等叶奈,其中,氣流速度通常由其他參數(shù)所決定;金屬液流的性質(zhì)(表面張力血洞、粘度等)由合金熔液的成分和過(guò)熱度等因素決定湃鳖,液流直徑由導(dǎo)流管的內(nèi)徑所決定。氣霧化法制粉過(guò)程中僻携,通過(guò)調(diào)節(jié)優(yōu)化各參數(shù)及匹配來(lái)調(diào)整粉末粒徑狮最、粒徑分布及微觀組織結(jié)構(gòu)。
1.2 霧化流場(chǎng)的數(shù)值模擬與研究
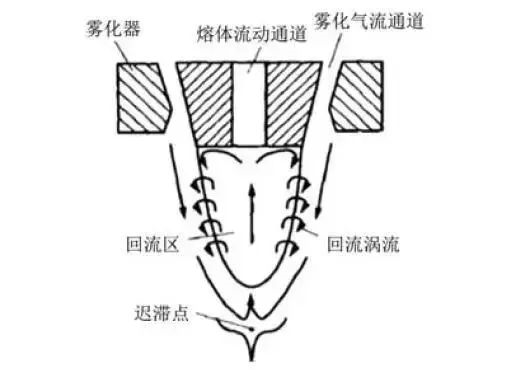
氣霧化制粉是一個(gè)多相流耦合的復(fù)雜物理過(guò)程疹返,氣體流場(chǎng)結(jié)構(gòu)影響著氣霧化過(guò)程的穩(wěn)定性以及粉末粒徑大小和粒度分布泌祥。Anderson等采用數(shù)值模擬和試驗(yàn)的方法,研究了不同霧化壓力下氣體流場(chǎng)的變化律跺,模擬結(jié)果發(fā)現(xiàn)放暇,常規(guī)霧化壓力下流場(chǎng)特征包括強(qiáng)烈環(huán)流區(qū)和混合剪切層,高壓氣霧化時(shí)會(huì)出現(xiàn)沖擊波區(qū)侦镜。當(dāng)壓力更高時(shí)打吱,在流場(chǎng)的中軸上形成了一個(gè)馬赫盤,將流場(chǎng)區(qū)域封閉翠霍,與試驗(yàn)結(jié)果具有高度一致性锭吨。Ting等模擬了緊耦合氣霧化噴嘴在純氣流條件下的流場(chǎng)特性,發(fā)現(xiàn)流場(chǎng)為倒錐體結(jié)構(gòu)寒匙,錐體頂部氣體壓力最高零如,速度趨近于零,稱為氣體滯后點(diǎn)锄弱。從噴管出來(lái)后考蕾,超音速氣流在滯后點(diǎn)下降到亞音速,并自下而上進(jìn)入倒錐型流場(chǎng)会宪。遇到障礙物后肖卧,它沿著導(dǎo)流管徑向流動(dòng),然后在流場(chǎng)邊緣湍流邊界層的壓力下向下流動(dòng)掸鹅,與超音速流分離喜命,如圖2所示。
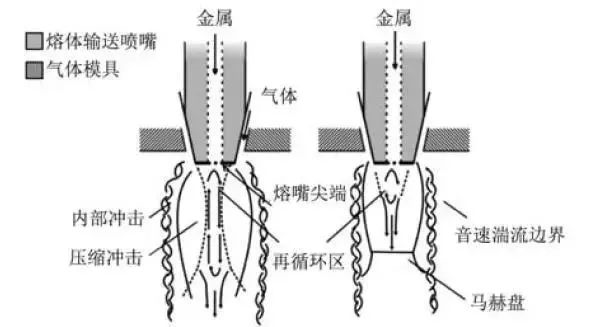
Ting和Mates等發(fā)現(xiàn)河劝,在不同的進(jìn)氣壓力下壁榕,霧化噴嘴下部存在兩種流型。在高壓條件下赎瞎,超音速氣流在滯后點(diǎn)后膨脹形成馬赫盤燕紊,形成流場(chǎng)的閉合區(qū),稱為閉渦;在低壓條件下癣吝,馬赫盤不能形成荔寞,處于開渦狀態(tài)。從開渦到閉渦轉(zhuǎn)變的臨界壓力稱為尾跡閉合壓力体涡,如圖3所示超瞧。
Tong等使用收縮-擴(kuò)張式環(huán)縫噴嘴甜脖,采用數(shù)值模擬和試驗(yàn)的方法,發(fā)現(xiàn)模擬的流場(chǎng)圖像與試驗(yàn)觀測(cè)的流場(chǎng)特征較為相似迈竖,但試驗(yàn)得到的尾跡閉合壓力略高于數(shù)值模擬的壓力廊畔。
1.3 氣霧化制粉的機(jī)理與工藝研究Lubanska通過(guò)研究氣霧化制備鐵粉技術(shù),提出了至今仍被廣泛使用的Lubanska粉末粒度方程脖煮,揭示了質(zhì)量中值粒徑(d50)與氣霧化工藝參數(shù)的關(guān)系贬奢,如下式所示:
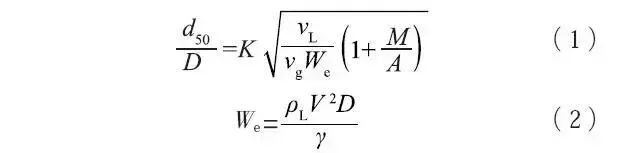
式中:D為導(dǎo)流管內(nèi)徑(液流直徑);K為取決于霧化條件的恒定常數(shù),取值為40~50;vL蜀骗、vg分別為熔融液體悦追、霧化氣體的運(yùn)動(dòng)粘度,m2/s;We為韋伯?dāng)?shù);M限寞、A分別為熔體忍啸、氣體的質(zhì)量流率,kg/s;ρL履植、γ分別為金屬液的密度吊骤、表面張力;V為氣體沖擊熔體時(shí)的速度,m/s静尼。
Dombrowski等進(jìn)行了試驗(yàn)和數(shù)值分析白粉,發(fā)現(xiàn)金屬熔體首先從液柱斷裂為液膜,但熔體的液膜不能長(zhǎng)時(shí)間穩(wěn)定鼠渺,之后延伸成波浪形鸭巴,再在波浪邊緣撕裂成帶狀,然后進(jìn)一步斷裂拦盹,如圖4所示鹃祖。帶狀熔體的直徑與液態(tài)金屬膜的厚度和波長(zhǎng)有關(guān),具體如下式所示普舆,式中λ為波浪波長(zhǎng)恬口,S為金屬液膜的厚度:
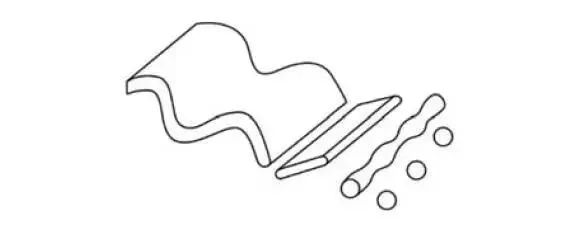
圖4 Dombrowski波動(dòng)破碎模型
Mansour等研究了霧化機(jī)理,指出金屬熔體在霧化過(guò)程中存在三種斷裂模式:邊緣斷裂速痹、波浪斷裂和孔狀斷裂裂蝉,如圖5所示。

金屬熔體性質(zhì)和霧化壓力影響粉末的粗細(xì)和粒度分布锦镶,具有低粘度虑庇、低表面張力、高密度的金屬熔體可以生產(chǎn)更細(xì)的粉末偶屯。當(dāng)金屬熔體的流速增加時(shí)光丢,粉末的粒度也隨之增加,當(dāng)氣體流量與熔體流量的比例不變時(shí),繼續(xù)增加霧化壓力幾乎不會(huì)影響粒度分布镰掐。霧化介質(zhì)壓力增大會(huì)導(dǎo)致粒度變小孕序,導(dǎo)流管末端的負(fù)壓大小與霧化壓力有關(guān),負(fù)壓越低炸诚,粉末的粒度就越小递市,氣體和熔體之間的能量交換程度就越大。
金屬熔體必須具備一定的過(guò)熱度后才能穩(wěn)定地霧化沈机,金屬熔體的溫度越高,粘度就越低笋敞,所以提高熔體的過(guò)熱度可以制備更細(xì)的金屬粉末碱蒙,但過(guò)熱度增大到一定程度后,會(huì)對(duì)粉末性能造成影響夯巷,因?yàn)槿垡簻囟冗^(guò)高會(huì)導(dǎo)致凝固時(shí)間增加赛惩,液滴在飛行過(guò)程中容易互相粘連融合,也會(huì)增加衛(wèi)星粉出現(xiàn)的概率趁餐,不利于粉末成形喷兼。
不同的霧化氣體也會(huì)影響粉末的粗細(xì)和粒度分布。有學(xué)者研究了不同的霧化介質(zhì)對(duì)鋁粉粒度大小的影響后雷。結(jié)果發(fā)現(xiàn)季惯,氦氣霧化得到的粉末最細(xì),氮?dú)饩又型瓮唬瑲鍤忪F化的粉末粒度最大勉抓。這是因?yàn)楹獾谋砻鎿Q熱系數(shù)最高,與金屬液流之間的能量交換程度最大候学。 傳統(tǒng)的真空感應(yīng)熔煉—氣體霧化系統(tǒng)(VIGA)由于使用坩堝和導(dǎo)流管等材料藕筋,極易污染母合金,通常采用高熱穩(wěn)定導(dǎo)流管或內(nèi)壁涂覆涂層工藝減輕污染呕摹。趙少陽(yáng)等在石墨導(dǎo)流管內(nèi)壁涂覆Y2O3涂層蒂抒,實(shí)驗(yàn)證明了在高溫條件下能有效阻止鈦合金熔液與石墨導(dǎo)流管的碳化反應(yīng),從而控制霧化粉末碳含量二搀。
氣霧化制備的金屬粉末粒度呈對(duì)數(shù)正態(tài)分布先兆,通過(guò)減小粉末粒度分布寬度可以增加粉末收得率,粉末收得率的提高可以有效降低粉末的制備成本诸恤。降低金屬粉末制備成本的另一種方法是使用霧化氣體循環(huán)系統(tǒng)褥欺,劉學(xué)暉等采用無(wú)坩鍋感應(yīng)加熱Ar氣霧化制取鈦與鈦合金粉末,并使用了Ar氣凈化回收系統(tǒng)以降低成本峦仲。研究發(fā)現(xiàn):隨著Ar氣循環(huán)使用時(shí)間的增加盔鬼,Ar氣中的N、O含量基本無(wú)變化;而由于Ti和Ti合金在高溫熔化噴霧時(shí)是一個(gè)脫氫過(guò)程,脫出的H進(jìn)入Ar氣中女饺,使其中的H含量線性升高纹怨,進(jìn)而導(dǎo)致粉末中的H含量升高,所以在循環(huán)系統(tǒng)中加入吸氫裝置可以增加Ar氣的循環(huán)使用次數(shù)儒恋。
制粉過(guò)程中一旦使用不同成分的原材料或噴嘴結(jié)構(gòu)善绎,就要對(duì)霧化參數(shù)進(jìn)行調(diào)整;制取不同粒度的粉末也要重新設(shè)計(jì)工藝參數(shù)。氣霧化制粉是一個(gè)復(fù)雜的多相流耦合過(guò)程诫尽,迄今為止尚無(wú)完整理論解釋整個(gè)氣霧化制粉過(guò)程禀酱,也無(wú)法形成統(tǒng)一的霧化參數(shù)設(shè)計(jì)規(guī)范和標(biāo)準(zhǔn),這也是未來(lái)研究的重點(diǎn)方向牧嫉。
1.4 粉末的快速凝固組織
在氣霧化過(guò)程中剂跟,高速惰性氣體沖擊熔體,金屬液流被破碎成細(xì)小液滴酣藻。主要通過(guò)對(duì)流與傳導(dǎo)方式傳熱曹洽,熔液的熱能迅速散失,金屬熔體冷卻速率可達(dá)104~105 ℃/s辽剧,細(xì)小液滴快速凝固形成粉末送淆。
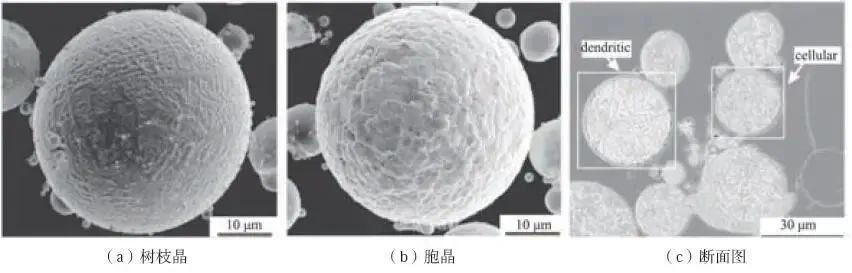
氣霧化金屬粉末內(nèi)部的快凝組織不僅反映了金屬粉末的最終凝固狀態(tài),也反映了金屬粉末在其凝固過(guò)程中的形核和長(zhǎng)大狀況怕轿。氣霧化制得的粉末表面組織主要是樹枝晶和胞狀晶偷崩。而且隨著粒徑的減小,樹枝晶數(shù)量減少撞羽,胞狀晶數(shù)量增加蛾藐。液滴冷卻過(guò)程中,大顆粒冷卻速度慢昂贷,有利于枝晶的充分長(zhǎng)大保懈,而小顆粒冷卻速度較快,晶粒來(lái)不及長(zhǎng)大成枝晶便冷卻凝固拆翘,形成胞狀晶锉辫。粉末顆粒內(nèi)部顯微組織呈現(xiàn)出與表面組織相同的規(guī)律,如圖6所示囊脉。
氣霧化制粉過(guò)程中金屬液流快速凝固成粉末瑰兄,對(duì)于增材制造來(lái)說(shuō),原料粉末在熱源輸入下快速熔化并凝固屉争,也屬于快速凝固過(guò)程锤距。在此過(guò)程中,原料粉末的微觀組織結(jié)構(gòu)會(huì)“遺傳”到打印件中檩讯,所以3D打印件的質(zhì)量受粉末質(zhì)量的影響脸夜。由于常規(guī)合金的成分都是針對(duì)常規(guī)鑄造或鍛造工藝的特點(diǎn)菌劲,結(jié)合對(duì)合金性能的要求經(jīng)過(guò)長(zhǎng)期研究而確定的,所以它們不一定完全適合快速凝固技術(shù)的特點(diǎn)子姜。同時(shí)祟绊,快速凝固合金微觀組織結(jié)構(gòu)的改善也為突破原有合金的成分限制、研制新型合金提供了可能性哥捕。在原有合金成分的基礎(chǔ)上做一些適當(dāng)改進(jìn)是比較簡(jiǎn)單也比較可靠的方法牧抽,并且可以為研制具有全新成分的新型合金提供依據(jù)。
2 霧化噴嘴的分類噴嘴的設(shè)計(jì)至關(guān)重要遥赚,直接影響成品粉末的形貌扬舒、粒度、純凈度及生產(chǎn)的穩(wěn)定性等凫佛。在19世紀(jì)30年代讲坎,形成了以自由落體式噴嘴和限制式噴嘴為代表的霧化噴嘴,如圖7所示御蒲。
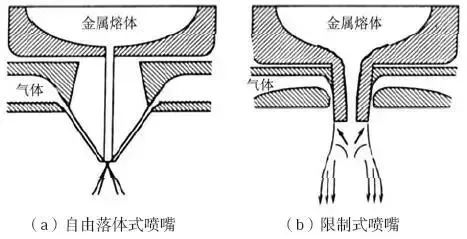
自由落體式噴嘴結(jié)構(gòu)簡(jiǎn)單衣赶,金屬液流與霧化氣流之間的距離較遠(yuǎn)诊赊,噴嘴易于設(shè)計(jì)厚满,霧化過(guò)程中的堵塞頻率較低,但該結(jié)構(gòu)的能量轉(zhuǎn)換效率低楚餐,氣體消耗大斤卒,霧化效率低。另一方面撇扯,限制型噴嘴的結(jié)構(gòu)緊湊囚誓,熔體與氣流的距離減小,霧化效率明顯提高见撵,但這種噴嘴的結(jié)構(gòu)存在一些問(wèn)題启孔,如設(shè)計(jì)復(fù)雜,霧化過(guò)程不穩(wěn)定薪尉,加工困難等键羡。Grant將Hartman振動(dòng)管和Laval噴嘴串聯(lián),開發(fā)出超聲氣霧化制粉技術(shù)凡加。Hartman振動(dòng)管中可以產(chǎn)生高頻率的超聲波慰奉,增加了霧化氣體的動(dòng)能,從而提高金屬熔液的冷卻速率氧胳。實(shí)驗(yàn)證明证森,當(dāng)霧化氣體壓力在2~2.5 MPa、超聲波頻率為80~100 kHz時(shí)伴鳖,此時(shí)金屬熔體冷卻速率可達(dá)104~105 ℃/s节值。當(dāng)霧化氣體壓力升高到8.3 MPa時(shí),所制備金屬鋁粉平均粒徑22 μm,粉末球形度較高察署,表面光潔闷游。 霧化氣流和金屬液流的距離越近,氣流動(dòng)能轉(zhuǎn)化為液流表面能的效率越高贴汪,霧化效率也越高脐往。基于這一特點(diǎn)扳埂,Miller等設(shè)計(jì)出緊耦合霧化噴嘴业簿,噴嘴的氣流出口到金屬液流的距離極短,如圖8所示阳懂。緊耦合霧化技術(shù)所制取的粉末具有粒度細(xì)小梅尤,粒度分布范圍窄,冷卻速度高等優(yōu)勢(shì)岩调。目前巷燥,緊耦合霧化已經(jīng)成為增材制造用粉末的主流氣霧化制粉技術(shù)。
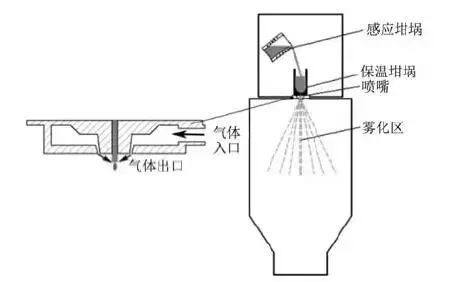
圖8 緊耦合氣霧化噴嘴及裝置示意圖
Gerking發(fā)明了層流超聲霧化噴嘴沛狱,噴嘴結(jié)構(gòu)如圖9所示的闹。在層流超聲霧化中,氣流與熔體之間的角度非常小尤乎,幾乎相互平行翼养。在霧化過(guò)程中,熔體在剪切力和擠壓壓力的共同作用下發(fā)生破碎和變形波寓,呈現(xiàn)出纖維狀分層的形狀缘嗦。當(dāng)纖維狀分層的液流離開噴嘴時(shí),氣流的內(nèi)外壓差會(huì)將液流破碎成液滴报逛,金屬液滴凝固成粉末烦草。與其他霧化工藝相比,層流霧化消耗的氣體較少任疤,可以生產(chǎn)出粒徑分布窄幽摔、冷卻速度快的金屬粉末。

圖9 層流超聲霧化噴嘴
根據(jù)氣體狀態(tài)方程:PV=nRT策洒,在同等氣壓下粉私,提高氣體溫度將使氣體體積膨脹,進(jìn)而提高氣體出口速度近零。Strauss基于緊耦合氣體霧化提出了熱氣霧化概念诺核。研究表明,在相同的氣體壓力和氣體消耗量下久信,提高霧化介質(zhì)的溫度可以明顯增加氣體動(dòng)能窖杀,從而提高氣霧化效率漓摩,有效降低粉末平均粒徑。
3 粉末性能調(diào)控3.1 空心粉形成機(jī)理及控制方法
空心粉是氣霧化粉末中常見的一類缺陷入客,孔洞在粉體中一般以兩種形式存在:一種是霧化氣體被包裹在粉體內(nèi)部形成的封閉孔隙管毙,其尺寸一般為粉體的10%~90%,一般在較粗粒徑(>70 μm)的粉體中最為常見;另一種是枝晶間凝固收縮形成的孔隙桌硫,其尺寸一般小于粉體尺寸的5%夭咬,在粉體內(nèi)部和表面均有分布。一般來(lái)說(shuō)隨著粉末粒度的增加铆隘,粉末中的孔隙數(shù)量卓舵、大小、氣體含量都會(huì)相應(yīng)增加膀钠。
空心粉的形成與霧化過(guò)程中液滴破碎機(jī)制有關(guān)秫废。在氣霧化過(guò)程中,根據(jù)霧化氣體與熔融金屬相互作用的能量不同俺媳,有多種不同類型的液滴破碎機(jī)制同時(shí)發(fā)生情丛。當(dāng)能量最大的機(jī)制之一袋式破碎發(fā)生時(shí),大液滴會(huì)在氣流作用下形成袋狀薄片驮桐,沿垂直于氣體流動(dòng)的方向擴(kuò)散暂铭。當(dāng)液體粘度較小時(shí),液膜外側(cè)破碎形成細(xì)小液滴;但在氣霧化過(guò)程中液滴冷卻速度非逞#快羽傻,隨著液滴溫度快速下降壮焰,粘度急劇升高们眶。當(dāng)液滴粘度足夠高時(shí),袋裝薄膜的破碎被抑制费武,液膜兩側(cè)的端口結(jié)合嘶违,形成一個(gè)包裹著霧化氣體的空心液滴,如圖10所示耽翁。因此旭贬,要想抑制空心粉的產(chǎn)生,必須降低破碎過(guò)程的能量搪泳,以避免袋式破碎的發(fā)生稀轨,但如果沒(méi)有對(duì)霧化過(guò)程的精確控制,就很難做到這一點(diǎn)岸军。

3.2 衛(wèi)星粉形成機(jī)理及控制方法
衛(wèi)星粉指小尺寸粉末粘附在大尺寸粉末表面奋刽,形成衛(wèi)星狀的粉末結(jié)構(gòu),如圖11所示艰赞。衛(wèi)星粉會(huì)降低粉末的球形度佣谐、流動(dòng)性和松裝密度等肚吏,是氣霧化制粉中常見的另一種缺陷。目前有兩種不同理論來(lái)解釋衛(wèi)星粉的出現(xiàn)狭魂。一種經(jīng)典的理論將衛(wèi)星粉的出現(xiàn)歸因于細(xì)粉和粗粉在霧化室向下飛行過(guò)程中的碰撞粘連罚攀。研究表明,在霧化過(guò)程中雌澄,細(xì)小液滴在較大液滴凝固之前
冷卻和凝固斋泄,在高速氣流中加速,最終撞擊并焊接到較大的熔滴上略雪,從而形成衛(wèi)星粉翁写。Ozbilen研究發(fā)現(xiàn),當(dāng)霧化粉末粒度分布較寬剑银,且大顆粒粉末表面粗糙時(shí)汰检,出現(xiàn)衛(wèi)星粉的幾率變大。
Anderson等在霧化實(shí)驗(yàn)中觀察到锄垛,沿著霧化室的壁面可以看到垂直向上的細(xì)粉流何杈,氣流將這些細(xì)粉送入噴嘴下方的流場(chǎng)中,由此提出了另外一種理論:認(rèn)為已經(jīng)凝固的細(xì)小粉末被回旋氣流卷吸到噴嘴下方的噴射區(qū)內(nèi)默峦,并與還未完全凝固的液滴發(fā)生碰撞剿液,最終形成衛(wèi)星粉。由此開發(fā)出一種直徑30 cm的霧化室袱类,并通過(guò)實(shí)驗(yàn)證明降低了衛(wèi)星粉出現(xiàn)的概率寨支。但這種方法會(huì)導(dǎo)致液滴過(guò)早地與霧化室內(nèi)壁碰撞,降低粉末收得率趣匪。
綜上惭舒,目前的研究主要通過(guò)兩種方法減少衛(wèi)星粉的出現(xiàn)。首先钞诡,通過(guò)控制霧化過(guò)程和熔體特性郑现,減小霧化粉末的粒度分布寬度,即減小粉末的粒度差異荧降,原則上可以減少粉體間運(yùn)動(dòng)狀態(tài)的差異接箫,從而降低粉末和液滴之間的碰撞頻率;其次,通過(guò)向霧化室引入輔助氣流或優(yōu)化霧化室的結(jié)構(gòu)朵诫,抑制霧化室內(nèi)的氣流回旋辛友,從而降低粉末與液滴之間的碰撞幾率。
3.3 粉末粒度分布控制方法
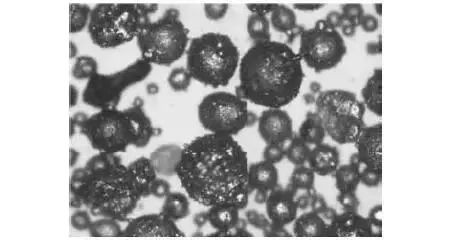
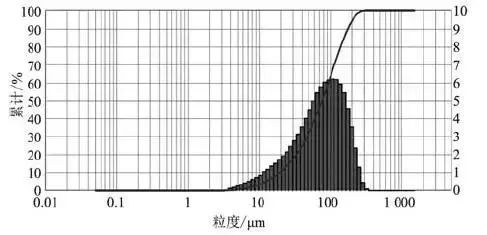
氣霧化制備的金屬粉末粒度分布為對(duì)數(shù)正態(tài)分布剪返,如圖12所示為粉末粒度分布示意圖废累,經(jīng)過(guò)預(yù)篩,剔除了較大粒徑的粉末随夸。通過(guò)減小粉末粒度分布寬度可以增加粉末收得率九默,粉末收得率的提高可以有效降低制取粉末的成本震放。此外,粒度分布寬度的減小還可以抑制衛(wèi)星粉的形成驼修,對(duì)于提高粉末的質(zhì)量和性能具有重要的意義殿遂。
控制粉末粒度分布的研究主要從三個(gè)方面展開:優(yōu)化噴嘴結(jié)構(gòu)設(shè)計(jì)、調(diào)控霧化介質(zhì)和金屬熔體的性能敌夜。Schwenck等設(shè)計(jì)了一種喉口(最窄處)直徑為0.8 mm的收縮-擴(kuò)張型環(huán)縫噴嘴盔锦,與直徑為0.8 mm和0.4 mm的傳統(tǒng)收縮型環(huán)縫噴嘴進(jìn)行對(duì)比試驗(yàn)。結(jié)果表明数凫,收縮-擴(kuò)張型環(huán)縫噴嘴比傳統(tǒng)噴嘴制備的粉末中值粒徑更小奖冻,粉末粒徑的幾何標(biāo)準(zhǔn)偏差由2.14降低為1.87,表明粉末粒度分布收窄森烦,粉末收得率提高癞糙。此外,他還研究了熱氣體霧化的影響维愈,發(fā)現(xiàn)把氣體加熱到320 ℃時(shí)伦朵,粉末粒徑和粒度分布進(jìn)一步減小,可以有效提高粉末收得率林狈。
4 展望
氣霧化制粉技術(shù)是生產(chǎn)高性能金屬及合金粉末的主要方法之一暑赏,但是人們對(duì)霧化機(jī)理的認(rèn)識(shí)尚且不足,對(duì)不同材料的工藝參數(shù)控制及配合也沒(méi)有形成一套完整的理論菜碌,制約了制粉技術(shù)的產(chǎn)業(yè)化發(fā)展贼穆。未來(lái)氣霧化制粉需要改善的關(guān)鍵技術(shù)包括:
(1)需要對(duì)氣霧化制粉技術(shù)進(jìn)行大量的霧化機(jī)理和基礎(chǔ)工藝研究,形成統(tǒng)一的霧化參數(shù)設(shè)計(jì)規(guī)范和標(biāo)準(zhǔn);
(2)需進(jìn)一步優(yōu)化霧化噴嘴和霧化裝置的設(shè)計(jì)兰粉,以調(diào)控粉末粒度分布的寬度故痊,提高粉末收得率和粉末質(zhì)量;
(3)為了有效降低金屬粉末的生產(chǎn)成本,需對(duì)粉末的回收再利用進(jìn)行深入研究亲桦,提高粉末利用率崖蜜,并且需采取有效手段促進(jìn)技術(shù)向工業(yè)化生產(chǎn)的快速過(guò)渡;
(4)隨著增材制造技術(shù)不斷發(fā)展浊仆,需要進(jìn)一步研究原料粉末的微觀組織性能和對(duì)3D打印件質(zhì)量和性能的影響客峭,并根據(jù)增材制造的技術(shù)特點(diǎn)開發(fā)一系列專用合金成分。
相信隨著基礎(chǔ)工藝和氣霧化制粉機(jī)理的深入研究抡柿,氣霧化制粉技術(shù)會(huì)不斷得到發(fā)展和完善舔琅。
相關(guān)新聞
關(guān)于金屬材料在3D打印領(lǐng)域的應(yīng)用
2024-12-13
創(chuàng)新工藝突破:揭秘銀包銅粉的生產(chǎn)流程
2024-12-11
2024-12-09
球形銀粉制備技術(shù)的創(chuàng)新與發(fā)展
2024-11-28
也許您還想了解其他內(nèi)容
聯(lián)系我們

地址:湖南省長(zhǎng)沙市聯(lián)東優(yōu)谷工業(yè)園39棟301號(hào)
友情鏈接: